Maximizing Uptime: Predictive Maintenance with Vibration Sensors on Conveyor Drives
Learn how vibration sensors on conveyor drives enable predictive maintenance, reducing downtime by 30% through FFT analysis and real-time frequency monitoring.

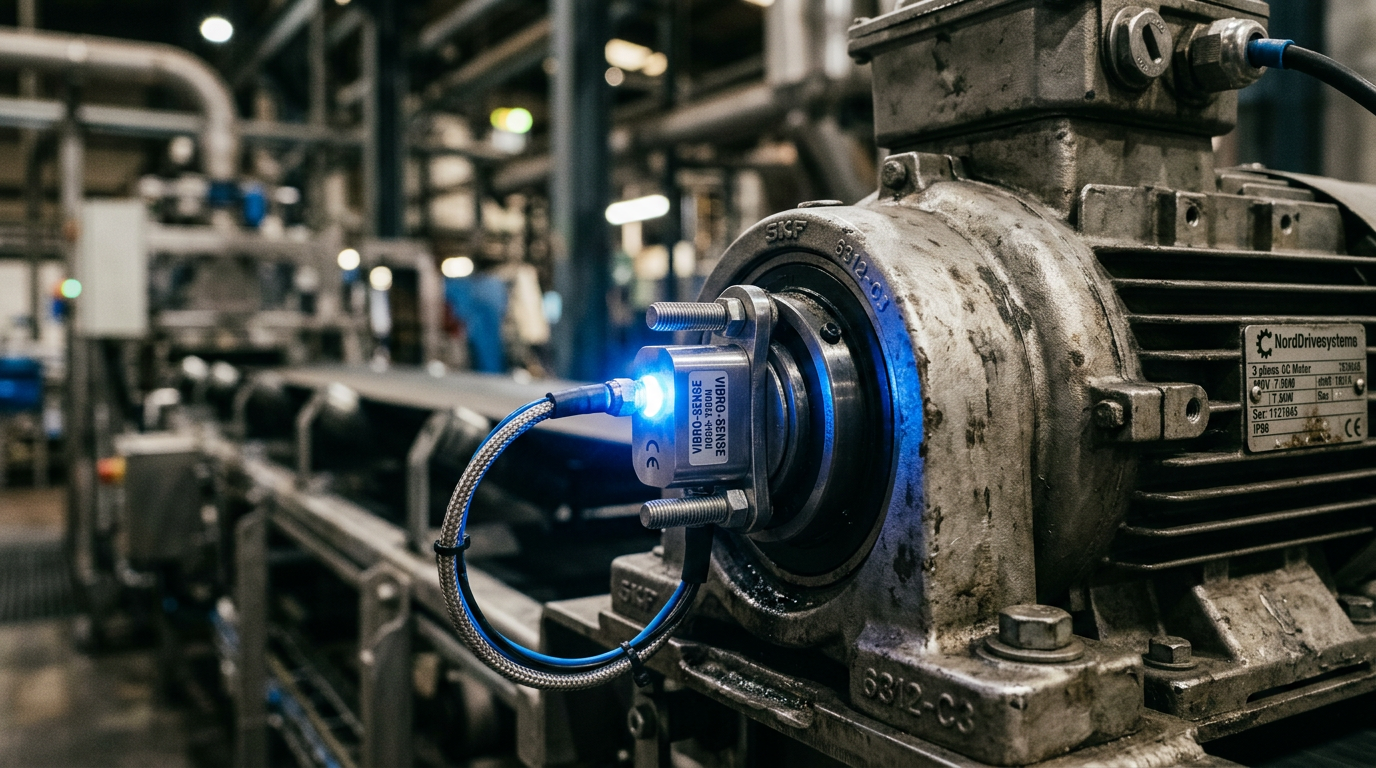
Implementing predictive maintenance for conveyor drives requires mounting tri-axial vibration sensors to the motor and gearbox housing to detect frequency shifts in the 2 Hz to 10 kHz range, which typically signal bearing wear or gear misalignment 3 to 6 months before catastrophic failure. By transitioning from reactive to predictive strategies, facilities can reduce unplanned downtime by up to 30% and extend the physical life of drive components by approximately 20% through targeted lubrication and alignment corrections.
The Shift from Preventive to Predictive Maintenance
Traditionally, conveyor maintenance followed a "preventive" schedule—replacing belts, rollers, and motors based on elapsed time or operational hours. While safer than reactive "run-to-fail" models, this approach often leads to the premature disposal of perfectly functional components or, conversely, fails to catch "infant mortality" defects in new equipment.
Predictive Maintenance (PdM), powered by vibration analytics, flips the script. Instead of guessing based on time, engineers monitor the actual health of the conveyor motor selection and gearboxes. By analyzing the "signature" of a machine, maintenance teams can identify specific failure modes like outer race bearing defects, unbalance, or shaft misalignment long before they become audible or cause a thermal shutdown.
How Vibration Sensors Work on Conveyor Drives
Vibration sensors, typically Micro-Electro-Mechanical Systems (MEMS) or piezoelectric accelerometers, measure the acceleration of the drive components in multiple axes (X, Y, and Z).
Frequency Domain Analysis (FFT)
The core of vibration monitoring is the Fast Fourier Transform (FFT). This process takes complex time-domain vibration signals and breaks them down into individual frequencies.
- 1x RPM: High peaks at the motor’s rotational speed usually indicate unbalance.
- 2x/3x RPM: Peaks at multiples of the running speed often point to misalignment.
- High-Frequency 'Grass': Increased noise in the 2 kHz to 10 kHz range is a classic sign of early-stage bearing degradation.
Integration with Industrial IoT
Modern sensors are no longer standalone devices. For facilities using modular systems, integrating these sensors into the PLC (Programmable Logic Controller) or a cloud-based dashboard is essential. Easy Conveyors provides modular conveyor infrastructure that supports the mounting and wire-routing necessary for such advanced instrumentation, ensuring that the mechanical hardware is as "smart" as the software controlling it.
Key Performance Indicators: What to Monitor
When selecting sensors for a conveyor drive, several technical parameters define the success of the PdM program:
| Parameter | Recommended Range | Significance |
|---|---|---|
| Frequency Range | 2 Hz – 10,000 Hz | Capturing both low-speed belt sway and high-speed bearing clicks. |
| Measurement Range | ±16g to ±50g | Handles high-impact starts and heavy load shifts. |
| IP Rating | IP67 / IP69K | Essential for wash-down environments in food/pharma. |
| Communication | IO-Link / MQTT | Standard protocols for integration with VFD soft-start tuning. |
| Temperature | -40°C to +85°C | Monitors motor overheating alongside vibration. |
Easy Conveyors stocks the industrial automation discussed here — ready to ship across Europe.
Detecting Common Failure Modes
Predictive maintenance is particularly effective at identifying four primary conveyor drive issues:
1. Rolling Element Bearing Failure
Bearings follow a predictable failure curve. Early stages show up as ultrasonic spikes, invisible to the human ear. As the defect progresses to the "inner race" or "balls," the vibration moves into the audible range and generates heat. Catching this at the ultrasonic stage allows for a scheduled replacement during a weekend shift rather than a Tuesday morning breakdown.
2. Gearbox Mesh Frequency (GMF)
In internal gearboxes, the teeth engage at a specific frequency (Number of teeth × RPM). A healthy gearbox has a stable GMF. If a tooth is chipped or excessively worn, the vibration sensor detects a "sideband" pulse. This is critical for high-torque applications where a gearbox seizure could snap a modular belt.
3. Structural Looseness
Vibration sensors can detect if the motor mount or the conveyor frame itself has become loose. This often manifests as a non-repetitive "thumping" or high-energy vibration in the vertical axis, which can lead to rapid fatigue of the conveyor's structural joints.
4. Overloading and Misalignment
When a conveyor is overloaded beyond its design capacity, the drive motor must work harder, causing increased internal vibration. Similarly, if the drive pulley is not perfectly square with the frame—a common issue in long-distance hygienic wash-down design systems—the axial vibration will spike, indicating that the belt is tracking poorly and wearing the drive sprockets.
Implementation Strategy: Retrofitting vs. Greenlighting
For existing facilities, retrofitting vibration sensors is often done using wireless IO-Link sensors to avoid the high cost of cable runs. For new installations, specifying "smart motors" with integrated vibration and thermal probes is becoming the industry standard.
Step-by-Step Sensor Placement
- Drive Motor (Non-Drive End): Best for catching cooling fan unbalance and rear bearing wear.
- Drive Motor (Drive End): Focuses on the coupling and the load-bearing side.
- Gearbox Input/Output Shafts: Crucial for detecting gear mesh health in high-reduction drives.
Cost-Benefit Analysis: The ROI of Vibration Monitoring
The initial investment in a vibration monitoring system (sensors, gateways, and software) for a 10-drive conveyor loop typically ranges from €4,000 to €8,000.
- Cost of Downtime: For a packaging plant, downtime can cost upwards of €2,000 per hour.
- Parts Savings: By identifying a bearing issue early, you replace a €50 bearing rather than a €1,500 motor-gearbox assembly damaged by a seized shaft. The "Break-even" point is usually reached after the first prevented unscheduled outage.
The Role of AI and Machine Learning
In 2026, the volume of vibration data is too high for manual analysis. AI algorithms now "learn" the unique vibration profile of a specific conveyor line. During the first two weeks of operation, the system establishes a baseline. Any deviation from this baseline triggers an automated alert. This level of automation ensures that plant managers receive a notification stating "Drive Motor 4: Bearing Failure Predicted in 45 Days," rather than just a raw stream of G-force data.
By combining these insights with VFD soft-start tuning, operations can even adjust motor speeds automatically to reduce vibration during peak loads, dynamically extending the life of the equipment until a maintenance window opens.",category_slug:
Step-by-step
- 1
Establish a Baseline
Record the vibration signature of the conveyor drive under normal load for 48-72 hours to define the 'standard' frequency spectrum.
- 2
Mount Tri-Axial Sensors
Affix sensors directly to the motor and gearbox bearing housings using M6/M8 threaded studs or industrial epoxy for maximum signal fidelity.
- 3
Configure FFT Thresholds
Set alarm limits based on ISO 20816 standards, typically triggering a warning at 4.5 mm/s (velocity) for medium-sized motors.
- 4
Integrate with PLC/Cloud
Map the sensor outputs via IO-Link or MQTT to your maintenance dashboard to enable real-time alerts and trend analysis.
Frequently Asked Questions
Why is vibration better than thermal monitoring for conveyor drives?
Vibration monitoring detects high-frequency bearing noise 3-6 months before failure, whereas thermal sensors only trigger once physical friction has caused a dangerous temperature spike, usually hours before total seizure.
What frequency range is required for conveyor vibration sensors?
For most industrial conveyors, a frequency range of 2 Hz to 10 kHz is recommended. This covers low-frequency frame looseness and high-frequency gear mesh and bearing defects.
Can I retrofit vibration sensors to existing conveyor motors?
Yes, modern wireless sensors using IO-Link Wireless or LoRaWAN can be retrofitted to any motor or gearbox housing using magnetic mounts or specialized epoxy, requiring no changes to the existing PLC hardware.
What standards govern vibration levels in industrial motors?
ISO 20816 is the primary international standard used to evaluate machine vibration by measuring the magnitude on non-rotating parts of industrial machines.
Where is the best place to mount a sensor on a conveyor drive?
The 'Golden Rule' is to place sensors as close to the bearing load zone as possible, typically on the motor housing bolt-points or the gearbox bearing caps, in the radial direction.