Engineer’s Guide to ESD-Safe Conveyor Automation for Electronics Assembly
Learn how to design ESD-safe conveyor systems for electronics assembly. Focus on IEC 61340-5-1 compliance, conductive materials, and grounding strategies.
In the high-stakes world of electronics assembly, electrostatic discharge (ESD) represents a silent threat that can cause latent defects or immediate component failure, with industry estimates suggesting that static events cost the electronics sector up to 5% of annual revenue. Designing an ESD-safe conveyor automation system requires maintaining a total system resistance to ground of less than 1.0 x 10^9 ohms per the IEC 61340-5-1 standard.
The Physics of Static in Conveyor Systems
Static electricity in material handling is primarily generated through tribocharging—the contact and separation of two materials. In a standard conveyor, the friction between the belt and the slider bed, or the rolling resistance of a chain against a wear strip, generates thousands of volts of surface potential.
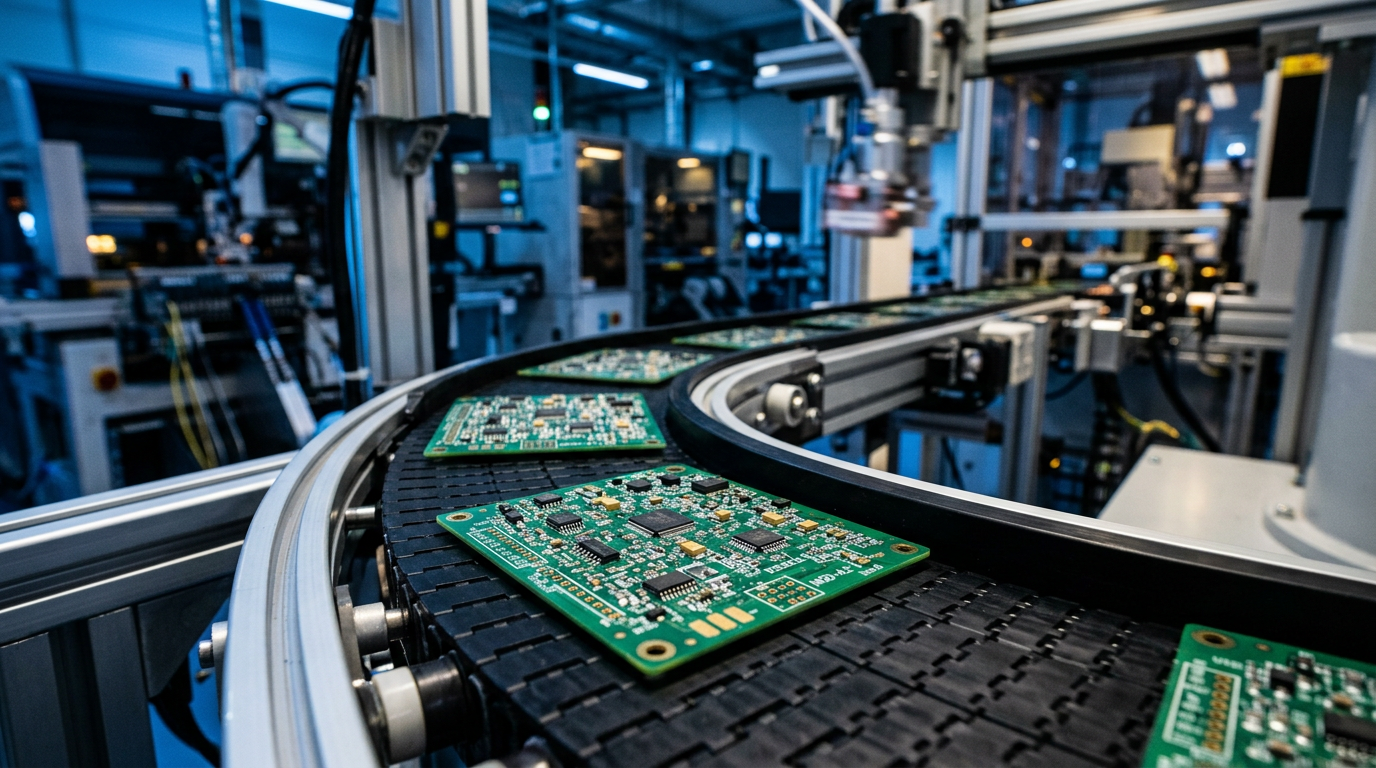
For electronics assembly, "standard" nylon or acetal (POM) components act as insulators. These materials hold a charge rather than dissipating it, leading to a build-up that eventually discharges through the most convenient path—often the sensitive PCB (Printed Circuit Board) traveling on the line. To mitigate this, conveyor systems must be engineered with conductive or dissipative materials that allow charges to flow safely to a common ground point.
Essential Components for ESD-Safe Automation
Achieving compliance with ESD standards like ANSI/ESD S20.20 requires a holistic approach to the conveyor’s bill of materials.
Dissipative Belt and Chain Materials
The most critical interface is the contact point between the product and the conveyor. Standard belt materials are replaced with carbon-filled polymers. These materials are engineered to have a surface resistivity typically between 10^5 and 10^9 ohms/square. This range is high enough to prevent a rapid "hard" spark but low enough to bleed off static continuously.
Conductive Wear Strips and Slider Beds
It is a common mistake to use an ESD belt on a standard plastic wear strip. The charge must have a path from the belt to the frame. By using conductive UHMW or specialized aluminum tracks, the system creates a continuous vertical path for electrons to move from the PCB, through the belt, and into the grounded machine frame.
Grounding Brushes and Components
For high-speed automation, static can accumulate faster than it dissipates. Adding carbon fiber grounding brushes that maintain contact with the belt underside or the side of the transport pallets ensures that the voltage potential remains near zero. Easy Conveyors offers specialized modular components designed specifically for electronics manufacturing, ensuring that every bracket and rail maintains electrical continuity across the system's length.
Comparative Specifications: Standard vs. ESD-Safe Systems
| Feature | Standard Modular Conveyor | ESD-Safe Modular Conveyor |
|---|---|---|
| Belt Material | Acetal (POM) / Polyester | Carbon-loaded Dissipative POM |
| Surface Resistivity | > 10^12 ohms/square | 10^4 to 10^9 ohms/square |
| Wear Strips | Natural UHMW (Insulator) | Conductive Black UHMW-PE |
| Frame Material | Anodized Aluminum | Anodized Aluminum with Grounding Tabs |
| Typical Voltage | Can exceed 10,000V | Maintained below 100V |
| Compliance | None | IEC 61340-5-1 / ANSI/ESD S20.20 |
Easy Conveyors stocks the industrial automation discussed here — ready to ship across Europe.
Integration with Automation Cells
In modern electronics assembly, conveyors are rarely stand-alone units. They are the backbone connecting SMT (Surface Mount Technology) lines, AOI (Automated Optical Inspection) stations, and robotic soldering cells.
Precision Positioning and Stop Gates
When a conveyor integrates with a robotic arm, the "stop" function must be both mechanically precise and electrically safe. Pneumatic stop gates in ESD environments should utilize conductive tips to prevent static build-up at the point of contact with the pallet. Furthermore, the use of VFD soft-start tuning is essential to prevent the "jerk" that can cause components to shift on the solder paste before reflow.
Sensor Selection
Standard proximity sensors often have plastic faces that can hold a static charge. In ESD-sensitive zones, engineers should specify sensors with conductive housings or ionizers integrated into the station if high-velocity air movement is present. Proper conveyor sensor placement ensures that the "handshake" between the conveyor and the robot happens without inducing electromagnetic interference (EMI).
Maintenance and Validation
An ESD-safe conveyor is not a "set and forget" system. Conductivity can degrade over time due to wear, dust accumulation, or the use of improper cleaning agents.
- Resistance Testing: Use a surface resistance meter regularly to check the belt-to-ground path.
- Cleaning Protocols: Never use silicone-based cleaners, as they create an insulating layer on conductive belts.
- Grounding Verification: Ensure that the plant’s electrical ground is shared with the conveyor frame to avoid ground loops.
In cleanroom environments often associated with semiconductor or medical electronics, the conveyor choice must also account for outgassing and particle generation. Selecting modular systems with low-friction, ESD-safe rollers reduces the mechanical wear that contributes to airborne contaminants.
Designing for Flexibility
The electronics industry moves fast. Today’s smartphone assembly line might be tomorrow’s automotive ECU line. Modular systems provide the flexibility to reconfigure lengths, turns, and inclines. When reconfiguring, always ensure that electrical jumpers are installed across joints in the aluminum profile; the mechanical connection alone is often insufficient for a reliable ESD ground path.
By focusing on material science and electrical continuity, manufacturers can significantly reduce "Retests" and "No Fault Found" (NFF) errors, leading to higher yields and more robust product quality in the competitive landscape of electronics automation.
Step-by-step
- 1
Establish Common Ground Point
Identify a verified building ground and attach the main conveyor frame using 10 AWG copper wire and star washers to pierce any coating.
- 2
Verify Component Continuity
Measure resistance between the belt surface and the frame; ensure it is < 1x10^9 ohms using a 100V test potential.
- 3
Install Grounding Jumpers
Place conductive jumpers across every mechanical joint in the aluminum profile to bridge the insulating gap of the connectors.
- 4
Clean with ESD-Safe Solutions
Wipe down the system with a 70/30 IPA solution or a certified ESD-safe cleaner to remove insulating dust and oils.
Frequently Asked Questions
What is the required resistance for an ESD-safe conveyor?
Per IEC 61340-5-1, the resistance to ground for ESD-safe conveyor surfaces should typically be less than 1.0 x 10^9 ohms.
Why can't I use a standard plastic belt for electronics?
Standard belts act as insulators and can generate over 10,000V via tribocharging, which can destroy sensitive microchips during transport.
What material is best for ESD-safe conveyor chains?
Carbon-infused acetal (POM) is the industry standard for modular ESD chains due to its balance of mechanical strength and dissipative properties.
Is an anodized aluminum frame alone sufficient for grounding?
No, anodization is an insulator. You must use grounding washers or scrape away the anodized layer at connection points to ensure electrical continuity.
How often should I test the conductivity of an ESD conveyor?
At minimum, every 6 months using a surface resistance meter and a megohmmeter to ensure the path to ground remains within spec.


