The Engineer’s Guide to Energy-Efficient IE3 Motors on Conveyors
Learn how IE3 premium efficiency motors reduce energy costs by up to 30%, improve conveyor reliability, and ensure compliance with modern eco-design regulations.
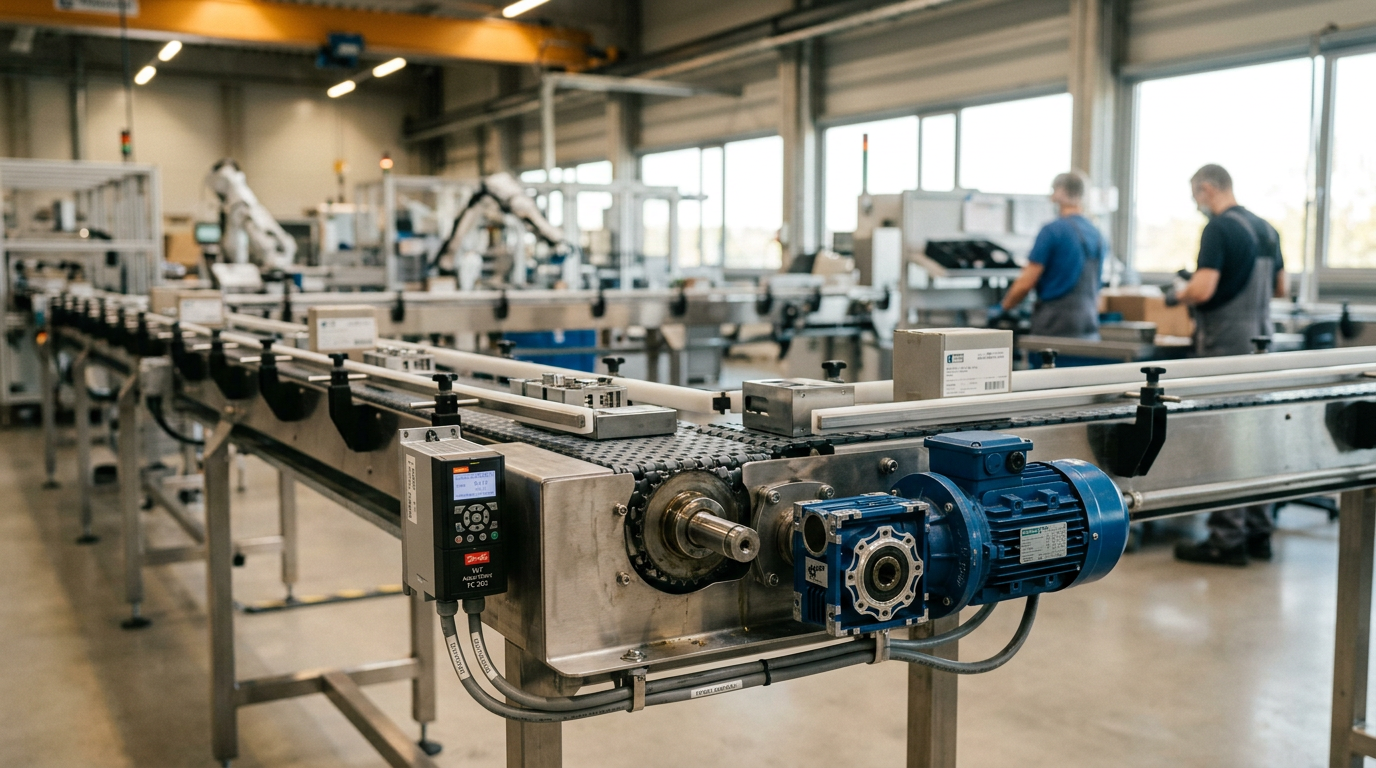
Energy-efficient IE3 motors on conveyors are electric induction motors classified under the IEC 60034-30-1 standard as "Premium Efficiency," designed to minimize internal losses and reduce electricity consumption by 15% to 30% compared to older motor generations. In modern material handling systems, these motors serve as the primary drive units, bridging the gap between high-performance automation and sustainability goals.
The transition from IE1 (Standard) and IE2 (High Efficiency) to IE3 (Premium Efficiency) is no longer a matter of preference but a regulatory requirement in many jurisdictions, including the European Union under Eco-design Directive 2019/1781. For plant managers, the adoption of IE3 technology represents the most direct path to lowering the Total Cost of Ownership (TCO) of a conveyor installation.
Key Takeaways
- Efficiency Gains: IE3 motors use high-grade electromagnetic steel and optimized windings to reduce heat loss.
- Regulatory Compliance: Since 2021, most motors between 0.75kW and 1000kW in the EU must meet IE3 standards.
- Thermal Performance: Lower operating temperatures extend the life of bearings and insulation.
- ROI Window: Despite a higher initial purchase price, energy savings often result in a payback period of less than 18 months in continuous operations.
The Technical Evolution: From IE1 to IE3 Standards
The International Electrotechnical Commission (IEC) established the IE (International Efficiency) classes to create a global benchmark for motor performance. To understand why IE3 motors are the current gold standard for conveyor systems, one must look at where energy loss occurs in a motor.
Energy loss in an induction motor traditionally comes from five sources:
- Stator Resistance (Copper Loss): Heat generated by current flowing through the windings.
- Rotor Resistance: Losses occurring in the rotor bars.
- Iron (Core) Loss: Energy lost through hysteresis and eddy currents in the magnetic circuit.
- Friction and Windage: Mechanical resistance in bearings and cooling fans.
- Stray Load Loss: Miscellaneous electromagnetic losses.
IE3 motors minimize these by using more copper (larger wire cross-sections), higher-quality "thin" laminations in the stator core to reduce eddy currents, and improved aerodynamic designs for cooling fans. When applied to a 24/7 sortation line or a heavy-duty pallet conveyor, these incremental improvements result in massive cumulative energy savings.
Strategic Advantages for Conveyor Systems
While the energy savings are the primary headline, IE3 motors offer several operational advantages specifically tailored to industrial automation and material handling.
Reduced Heat Emission
In facilities like food processing plants or climate-controlled warehouses, the heat generated by hundreds of conveyor motors can significantly strain HVAC systems. IE3 motors run cooler because they waste less energy as heat. This creates a "double-saving" effect: you pay less to run the motor, and you pay less to cool the environment around it. Furthermore, cooler operation protects the grease in the motor bearings from premature oxidation, extending maintenance intervals.
Higher Torque and Better Overload Capacity
Conveyor systems often face "cold start" scenarios where a fully loaded belt must move from a standstill. IE3 motors typically offer higher starting torque and better handling of transient overloads compared to IE1 variants. This reliability is critical in preventing line stagnation in high-volume distribution centers.
Variable Frequency Drive (VFD) Compatibility
Most modern IE3 motors are designed with insulation systems capable of handling the voltage spikes associated with Variable Frequency Drives (VFDs). This allows for sophisticated speed control, soft starts, and the ability to synchronize multiple conveyor sections. For complex modular layouts, combining IE3 motors with smart VFDs allows the system to scale power down during low-traffic periods, further optimizing consumption.
Implementing IE3 Motors in Modular Conveyor Design
Integrating premium efficiency motors into a modular system requires a holistic engineering approach. It is not always a "drop-in" replacement because IE3 motors can have slightly different physical dimensions or higher starting currents (Inrush current) than older models.
When designing a new line, engineers must consider:
- Frame Size: Due to the increased amount of copper and steel required for efficiency, some IE3 motors may have a larger frame or a longer body than the IE2 equivalent.
- Inrush Current: The lower resistance of IE3 windings can lead to higher starting currents. Protection devices (circuit breakers and contactors) must be rated to handle these peaks without nuisance tripping.
- Slip Characteristics: IE3 motors often have "lower slip," meaning they run slightly closer to their synchronous speed. On a conveyor, this might result in a slightly higher belt speed than an older motor, which may require minor adjustments to the gear ratio or VFD settings to maintain process timing.
For companies looking to optimize their logistics flow, Easy Conveyors provides modular solutions that are fully compatible with the latest IE3 and IE4 motor standards, ensuring that efficiency is built into the mechanical design from day one.
Easy Conveyors stocks the conveyor components discussed here — ready to ship across Europe.
The Economics of Upgrading: ROI and TCO
The purchase price of an electric motor typically accounts for only 2% to 5% of its total lifetime cost. The remaining 95% is the electricity it consumes.
Consider a standard 7.5kW motor running 16 hours a day, 250 days a year. An IE3 motor might cost €200 more than an IE2 motor. However, at average industrial energy prices, the IE3 motor will save approximately €350-€500 per year in electricity. In this scenario, the premium for the more efficient motor is recovered in less than six months. For an entire plant with 50 or 100 drive units, the impact on the bottom line is substantial.
Maintenance and Lifespan
Beyond electricity, the "Premium Efficiency" design contributes to longevity. Because IE3 motors operate at lower temperatures (often 10-15°C cooler than IE2 motors), the insulation life is effectively doubled for every 10-degree reduction in operating temperature (Montsinger’s Law). This reduces the risk of unplanned downtime, which is often the most significant hidden cost in material handling.
Environmental Impact and ESG Compliance
As Environmental, Social, and Governance (ESG) reporting becomes mandatory for large manufacturers, reducing the carbon footprint of production lines is a priority. Electric motors are responsible for approximately 70% of all energy consumed in the industrial sector. By upgrading a conveyor fleet to IE3, a facility can demonstrate a measurable reduction in CO2 emissions, contributing directly to sustainability certifications like ISO 50001 (Energy Management).
Potential Pitfalls and Mitigation
While the benefits are clear, there are common mistakes to avoid:
- Over-sizing: A common error is installing a motor that is too large for the load. Motors are most efficient when running between 75% and 100% of their rated load. An IE3 motor running at 25% load will not deliver its promised efficiency.
- Neglecting the Gearbox: A high-efficiency motor paired with an inefficient worm gearbox (which can lose 30% of power to friction) negates the benefits. Always pair IE3 motors with high-efficiency helical or bevel gearboxes.
- Skipping VFDs: If the conveyor does not need to run at full speed constantly, the lack of a VFD is a missed opportunity. A 20% reduction in motor speed can lead to a 50% reduction in energy usage in centrifugal loads, and significant savings even in constant torque conveyor applications.
Summary of Future Trends
The industry is already looking toward IE4 (Super Premium) and even IE5 (Ultra Premium) levels, often utilizing Permanent Magnet (PM) or Synchronous Reluctance (SynRM) technologies. However, for the majority of modular conveyor applications today, the IE3 squirrel-cage induction motor remains the most cost-effective and reliable balance of performance, simplicity, and efficiency. By standardizing on IE3 drives, manufacturers ensure their conveyor systems are ready for the rigorous energy demands of 2026 and beyond.
Frequently Asked Questions
What is the difference between IE2 and IE3 motors?
IE3 is the 'Premium Efficiency' class defined by IEC 60034-30-1. For most conveyor applications, IE3 is now the legal minimum for motors 0.75kW and above in the EU and many other regions.
Do IE3 motors require different electrical protection?
Because IE3 motors have lower internal resistance, their starting (inrush) current can be higher. This may require updating circuit breakers to D-curve or higher ratings to prevent nuisance tripping during startup.
Can I replace an old IE1 or IE2 motor with an IE3 motor on an existing conveyor?
Yes, but check dimensions first. IE3 motors sometimes have larger cooling fans or longer stators to achieve efficiency targets, though many manufacturers now offer 'compact' IE3 models that match the physical footprint of older IE2 motors.
What is the typical ROI for switching to IE3 motors?
For most 2-shift and 3-shift operations, the ROI for an IE3 motor upgrade typically falls between 6 and 18 months, depending on local electricity rates and the duty cycle of the conveyor.
Are IE3 motors compatible with Variable Frequency Drives (VFD)?
Yes, IE3 motors are highly compatible with VFDs. However, ensure the motor has adequate insulation (Class F or H) and consider a reinforced insulation system if using a VFD with long cable runs to prevent voltage peak damage.
Sources & references
- [1]International Standard IEC 60034-30-1: Efficiency classes of line-operated AC motors (IE-code)
- [2]IE3 Premium Efficiency Motors: Energy-saving motors for ecological and economic design
- [3]Premium Efficiency (IE3) Motor Solutions for Industrial Applications
- [4]Energy Efficiency in Motor Systems: Guide to EU Eco-design Regulation 2019/1781
- [5]Premium efficiency (IE3 definition and standards)