Drum Motor vs Gearmotor: Engineering Selection for Belt Drives
Compare drum motors vs gearmotors for conveyor drives. Learn about hygiene, maintenance, space efficiency, and thermal management in this engineering guide.
A drum motor is a compact conveyor drive where the motor, gearbox, and bearings are integrated inside a sealed drum, whereas a gearmotor is an external drive assembly where a traditional motor is coupled to a gearbox mounted on the side or end of the conveyor frame. Selecting between these two depends on balancing hygiene requirements, space constraints, and maintenance access within a specific industrial environment.
Key Takeaways
- Space Savings: Drum motors eliminate external mounting brackets and chain guards, saving up to 30% of the drive footprint.
- Hygiene Standards: Drum motors are the gold standard for EHEDG and FDA compliance due to their hermetically sealed design.
- Maintenance: Gearmotors offer easier access for repair, whereas drum motors often require belt removal for servicing.
- Thermal Management: Gearmotors dissipate heat better in high-torque, stop-start applications compared to oil-filled rollers.
- Energy Efficiency: Modern permanent magnet drum motors can reach IE4 or IE5 efficiency levels, often outperforming traditional worm-gear motor setups.
Understanding the Internal Drive: The Drum Motor
The drum motor, often referred to as a motorized pulley, represents a significant shift in conveyor engineering. By housing the electric motor and the planetary or helical gearbox inside the pulley itself, the drive becomes a self-contained unit. The entire assembly is sealed and partially filled with oil, which serves both as a lubricant for the gears and a coolant for the motor windings.
Advantages of Drum Motors
In the food processing and pharmaceutical sectors, the lack of external components is a critical advantage. Traditional drives have crevices, cooling fins, and fan shrouds that trap debris and promote bacterial growth. Drum motors present a smooth, stainless steel cylindrical surface that is easily sanitized during high-pressure washdowns (IP69K ratings).
Furthermore, because the drive is internal, there is no need for secondary transmission components like sprockets, chains, or drive belts. This eliminates the risk of oil leaks from external gearboxes contaminating the product and removes the safety hazard of rotating external parts.
Technical Limitations
The primary drawback of the drum motor is heat dissipation. Since the motor is enclosed, it relies on the conveyor belt itself to carry heat away or thermal transfer through the internal oil to the drum shell. In applications with high ambient temperatures or extremely high-duty cycles (constant stop-start), the internal temperature can rise significantly, potentially shortening the lifespan of the motor insulation.
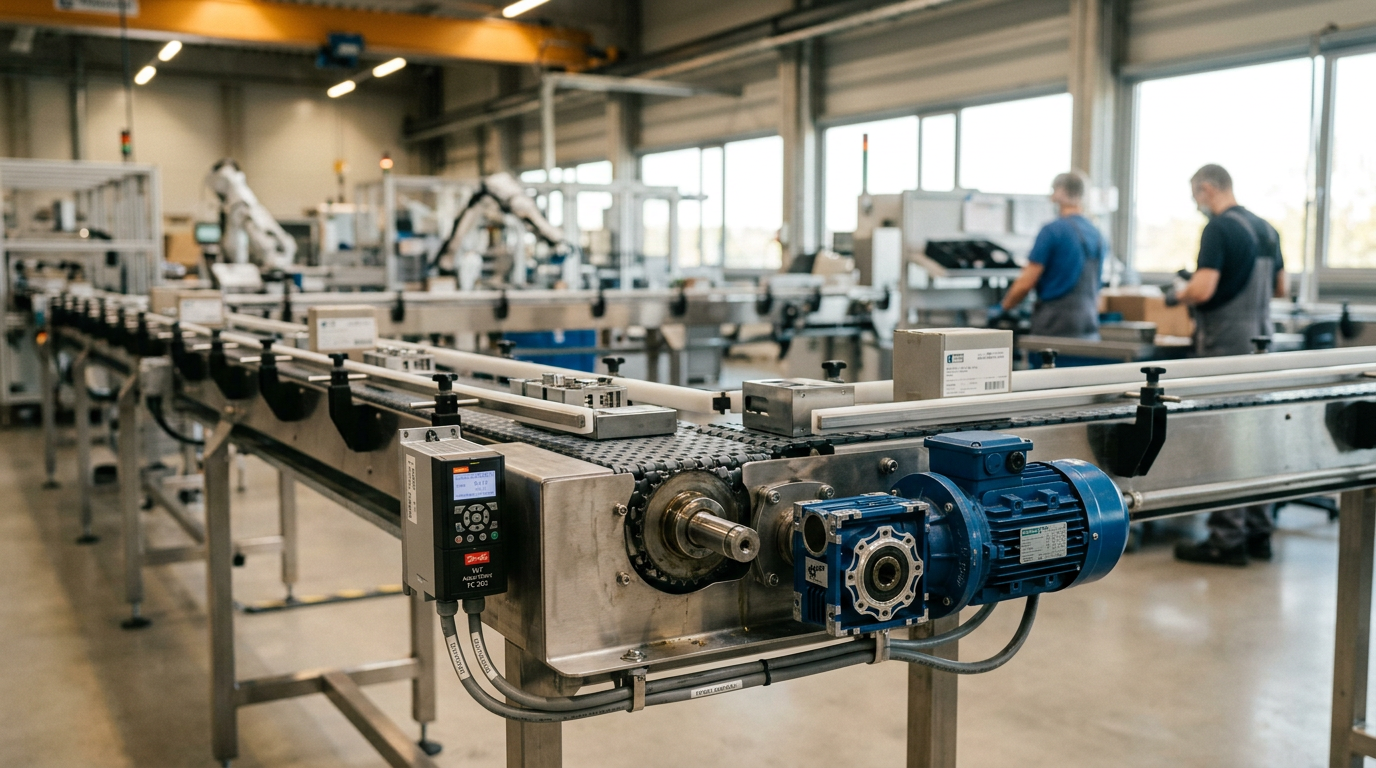
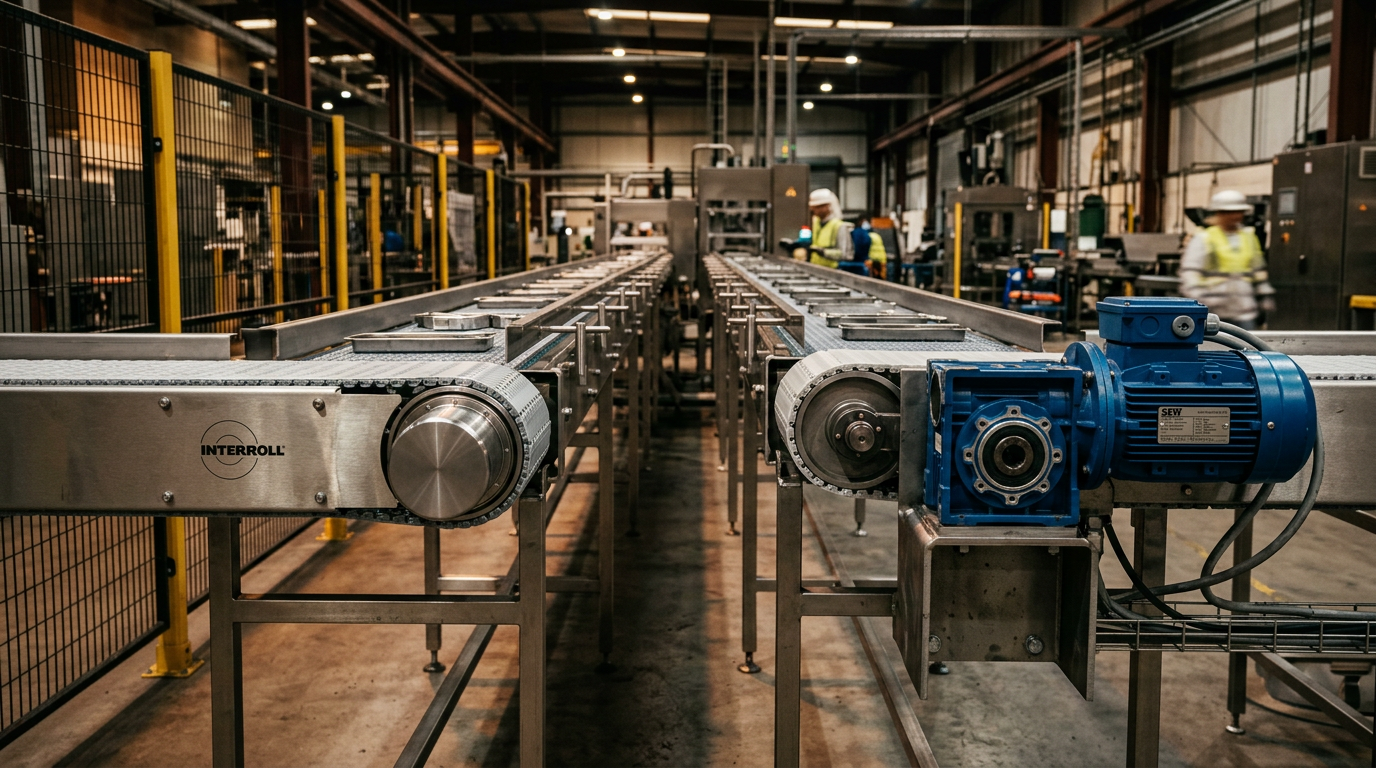
The Traditional Powerhouse: The External Gearmotor
The gearmotor remains the industry standard for general material handling, heavy-duty logistics, and automotive assembly. This configuration typically consists of an AC induction motor (IEC or NEMA frame) bolted to a gearbox (helical, bevel, or worm gear), which is then shaft-mounted to the conveyor’s drive pulley.
Why Stick with External Drives?
The most compelling reason to choose a gearmotor is "serviceability." In a high-volume distribution center, if a motor fails, a technician can swap out a standard IEC motor in minutes without detensioning or removing the conveyor belt.
Additionally, gearmotors are versatile. They can be fitted with external brakes, encoders, and forced-cooling fans for specialized automation tasks. For heavy-duty applications requiring high torque at low speeds, large helical-bevel gearmotors provide a level of mechanical robustness that is difficult to package inside a standard drum diameter.
Efficiency and Standards
When comparing the two, energy efficiency is often a deciding factor. Traditional worm gearboxes, while inexpensive, can have efficiency ratings as low as 60-70%. In contrast, drum motors utilizing planetary gears and gearmotors utilizing helical-bevel stages often exceed 90% efficiency. With the push toward IE3 and IE4 motor standards globally, the mechanical losses in the transmission become the focus of optimization.
Comparative Selection Criteria
When designing a modular system, engineering teams must evaluate several variables to determine the optimal drive architecture.
| Feature | Drum Motor | External Gearmotor |
|---|---|---|
| Space Required | Minimal; fits within frame width | Significant; protrudes from side |
| Sanitation | Excellent (IP69K, no fins) | Moderate (requires covers/washdown paint) |
| Installation Time | Low (plug and play) | Moderate (requires alignment) |
| Heat Dissipation | Critical (belt acts as heat sink) | High (ambient air cooling) |
| Component Replacement | Requires belt removal | Fast external access |
| Initial Cost | Higher | Lower (in standard configurations) |
Environmental Considerations
In cold storage or high-humidity environments, drum motors excel because their internal components are protected from condensation. Conversely, in a high-temperature bakery operation, an external gearmotor situated away from the heat source might be more reliable.
For those integrating these drives into sophisticated production lines, working with a specialist like Easy Conveyors ensures that the modular frame and the drive selection are perfectly synchronized. Their expertise in modular belt and chain systems allows for the seamless integration of both internal and external drive technologies depending on the specific load requirements.
Easy Conveyors stocks the conveyor components discussed here — ready to ship across Europe.
Dynamic Loading and Torque Considerations
One often overlooked aspect of drum motor vs. gearmotor selection is the "starting torque" under load. Drum motors, particularly those using permanent magnet motors (synchronous), provide high torque even at low speeds without the need for oversized motors.
However, gearmotors allow for more flexibility in gear ratios. If a process requirement changes and a different belt speed is needed, simply changing the sprocket ratio (on chain-driven models) or swapping the gearbox is a relatively straightforward task. With a drum motor, the speed is fixed to the internal gear ratio and the frequency inverter settings; changing the mechanical ratio requires replacing the entire drum unit.
Safety and Worker Protection
Safety is a paramount concern in modern manufacturing (ISO 13849-1). Drum motors are inherently "safe by design" because there are no external moving parts between the motor and the drive shaft. This eliminates the need for expensive safety guarding and reduces the risk of "pinch point" accidents.
Gearmotors, especially those using chains or belts to connect to the drive pulley, require robust guarding to meet OSHA or CE standards. These guards must be removed for maintenance, adding another layer of complexity to the lockout-tagout (LOTO) procedures.
Final Decision Matrix for Engineers
- Is the environment food-grade or sterile? If yes, prioritize the Drum Motor.
- Is floor space at a premium? If yes, the Drum Motor is the winner.
- Is the application high-torque with frequent stop-starts? The Gearmotor with a forced-cooling fan is likely more durable.
- Is downtime cost catastrophic? If yes, the Gearmotor offers the fastest MTTR (Mean Time To Repair).
- Is energy cost the primary KPI? Look at Permanent Magnet Drum Motors or high-efficiency Helical-Bevel Gearmotors.
While the initial purchase price of a drum motor is typically higher than a standard gearmotor, the Total Cost of Ownership (TCO) often favors the drum motor in hygienic or space-constrained environments due to reduced cleaning time and faster installation. For heavy industrial bulk handling or general packaging where space is ample, the gearmotor remains the versatile, cost-effective workhorse of the industry. In either case, ensuring the drive is rated for the specific conveyor belt tension and friction factor is the key to long-term reliability.
Frequently Asked Questions
Why are drum motors preferred for food-grade conveyors?
Drum motors are sealed units that provide no crevices for bacteria, make them ideal for washdown environments. Gearmotors have cooling fins and external shafts that are harder to clean.
Do drum motors have overheating issues?
Standard drum motors use the belt and internal oil for cooling. If a belt is too thick or the motor runs without a belt, it can overheat. High-temperature environments or continuous low-speed operations are risk factors.
Is a gearmotor easier to maintain than a drum motor?
Yes, gearmotors generally offer easier maintenance because they are mounted externally. A motor can be replaced without dismantling the conveyor belt, whereas a drum motor often requires the belt to be detensioned and removed.
Which drive type is more energy efficient?
Permanent magnet drum motors are highly efficient (IE4/IE5). Gearmotors vary; helical-bevel types are efficient, but traditional worm gearboxes lose significant energy to friction.
Can drum motors handle heavy-duty industrial loads?
Standard drum motors can handle extremely heavy loads, but for very high-torque, low-speed applications, external gearmotors allow for larger gear reduction stages that might not fit inside a drum shell.
Sources & references
- [1]ISO 14159:2002 - Safety of machinery — Hygiene requirements for the design of machinery
- [2]Interroll Drum Motors: The Space-Saving Solution for Belt Conveyors
- [3]Drives for Material Handling: Gearmotors & Automation Solutions
- [4]EHEDG Guidelines for Hygienic Design of Conveyor Systems
- [5]Drum Motor vs Gearmotor Principles (Conveyor Drive)